22.04.2022
22.04.2022
Инструкция по фиксации резьбовых соединений
![]()
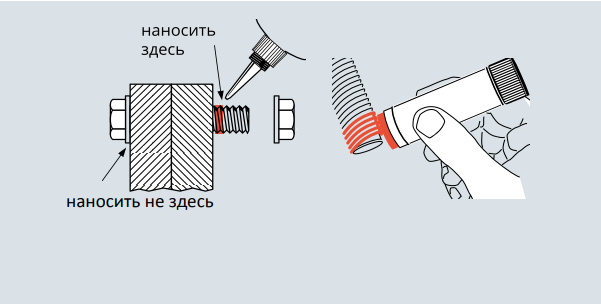
В СКВОЗНОМ ОТВЕРСТИИ (БОЛТ И ГАЙКА) ПОЛУТВЁРДЫМИ И ЖИДКИМИ СОСТАВАМИ
|
- Очистите резьбу на болте и гайке очистителем-обезжиривателем Loctite® SF 7063.
- В случае необходимости обработайте активатором Loctite® SF 7649, дайте растворителю испариться.
- Выберите подходящий по прочности и условиям эксплуатации фиксатор резьбы Loctite.
- Вставьте болт в отверстие соединяемого узла.
- Нанесите несколько капель жидкого состава на участок болта, где он будет контактировать с затянутой гайкой. В случае использования полутвёрдого «стика» заполните весь участок резьбы места соединения с гайкой.
- Соберите узел и затяните гайку с необходимым моментом.
|
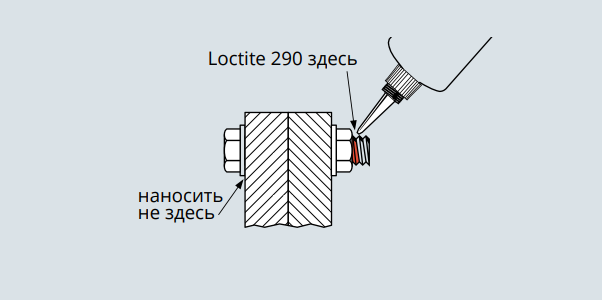
ПРЕДВАРИТЕЛЬНО СОБРАННЫЙ УЗЕЛ
|
- Очистите болты и гайки очистителем Loctite® SF 7063.
- Соберите резьбовое соединение.
- Затяните гайку с необходимым моментом.
- Нанесите несколько капель резьбового фиксатора Loctite® 290 на место соединения гайки и болта.
- Старайтесь не касаться кончиком флакона металлических деталей соединения.
Примечание: В целях профилактического обслуживания резьбовых соединений, протяните гайки с необходимым моментом и нанесите Loctite® 290 в место соединения гайки и болта для фиксации соединения.
Примечание: Использование резьбовых фиксаторов Loctite® практически устраняет проблему разрушения резьбы в корпусах из алюминия и его сплавов, вызванную гальванической коррозией.
|
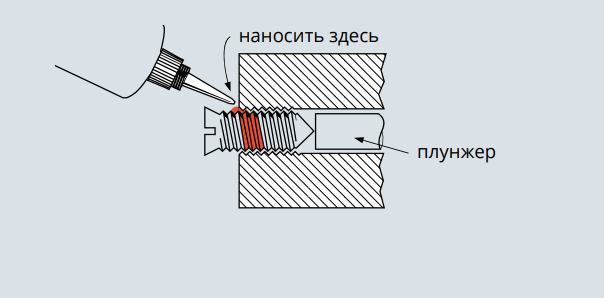
РЕГУЛИРОВОЧНЫЕ ВИНТЫ
|
- Выставьте правильно регулировочный винт.
- Нанесите несколько капель фиксатора резьбы Loctite® 290 на винт и место соединения с корпусной деталью.
- Старайтесь не касаться кончиком флакона металлических деталей соединения.
Примечание: Если регулировка после применения фиксатора Loctite затруднена, нагрейте винт до +250°C.
|
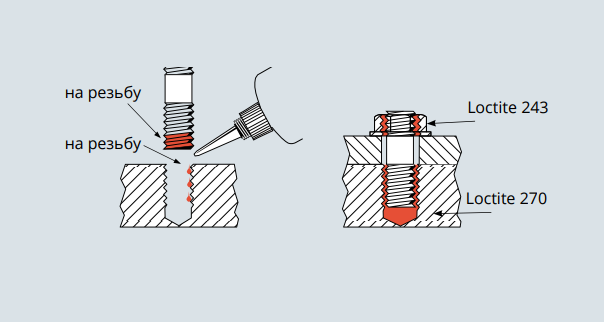
ФИКСАЦИЯ ШПИЛЬКИ В ГЛУХОМ ОТВЕРСТИИ
|
- Обезжирьте наружную и внутреннюю поверхности резьбы очистителем Loctite® SF 7063, дайте растворителю испариться.
- В случае необходимости обработайте активатором Loctite® SF 7649, дайте растворителю испариться.
- Нанесите несколько капель фиксатора резьбы Loctite® 270 на нижние витки резьбы в отверстии.
Примечание: если диаметр резьбы превышает 25мм, рекомендуется применение Loctite 277.
- Нанесите несколько капель клея Loctite® 270 на резьбу шпильки и вкрутите её в резьбовое отверстие.
- Установите сопрягаемую деталь.
- Нанесите несколько капель Loctite® 243 на открытую резьбу шпильки.
- Затяните гайку с необходимым моментом.
|
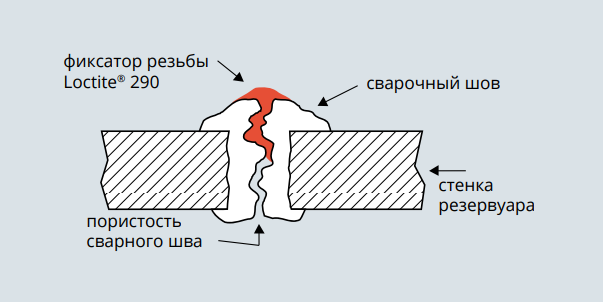
ГЕРМЕТИЗАЦИЯ ПОРИСТОСТИ
|
Примечание:
- Для стали – используйте фиксатор резьбы Loctite® 290 при температуре 85°C.
- Для алюминия или нержавеющей стали – фиксатор резьбы Loctite® 290 используется при температуре 50°C.
- Важно: Не рекомендуется для устранения глубоких «раковин».
- Максимальный размер поры – 0,125мм
- Дайте составу полимеризоваться в течение 30 минут (при давлении более 10 бар – подождите 1 час).
- Удалите с помощью очистителя-обезжиривателя Loctite® SF 7063, излишки герметика.
- Если необходимо можно нанести ЛКП. Примечание. В случае ремонта пористости литья используется аналогичная технология.
ГЕРМЕТИЗАЦИЯ СВЕЖИХ СВАРОЧНЫХ ШВОВ – ПРОФИЛАКТИЧЕСКАЯ ОПЕРАЦИЯ
- Удалите весь горячий шлак и окалину.
- Нанесите состав, когда температура сварного шва снизится до 85°C.
- Следуйте приведенной выше информации.
|
- ВАЖНО! Соблюдайте необходимые меры безопасности при работе с резервуарами для хранения ЛВЖ, с сосудами под давлением и сжиженными газами.
- Удалите проволочной щёткой краску, ржавчину и другие загрязнений из зоны ремонта.
- Очистите и обезжирьте область ремонта составом Loctite® SF 7063.
- Прогрейте локально зону ремонта до 120°C.
- Затем, дайте ей остыть примерно до 85°C.
- Нанесите кистью состав Loctite® 290 на место ремонта.
|
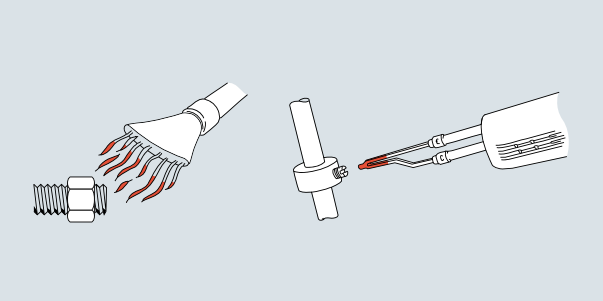
РАЗБОРКА И ДЕМОНТАЖ ФИКСАТОРОВ И ГЕРМЕТИКОВ РЕЗЬБЫ, ФИКСАТОРОВ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
|
ПРОДУКТЫ МАЛОЙ И СРЕДНЕЙ ПРОЧНОСТИ
- Разборка соединения производится стандартным ручным инструментом.
СОСТАВЫ ВЫСОКОЙ ПРОЧНОСТИ
- Для демонтажа соединения необходимо прогреть узел до температуры 250-300 °C. В нагретом состоянии необходимо оперативно разобрать соединение подходящим инструментом.
|
 Радиальные однорядные шариковые подшипники
Радиальные однорядные шариковые подшипники  Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)
Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)  Радиальные двухрядные шариковые подшипники
Радиальные двухрядные шариковые подшипники  Радиально-упорные шариковые подшипники
Радиально-упорные шариковые подшипники  Упорные шариковые подшипники
Упорные шариковые подшипники 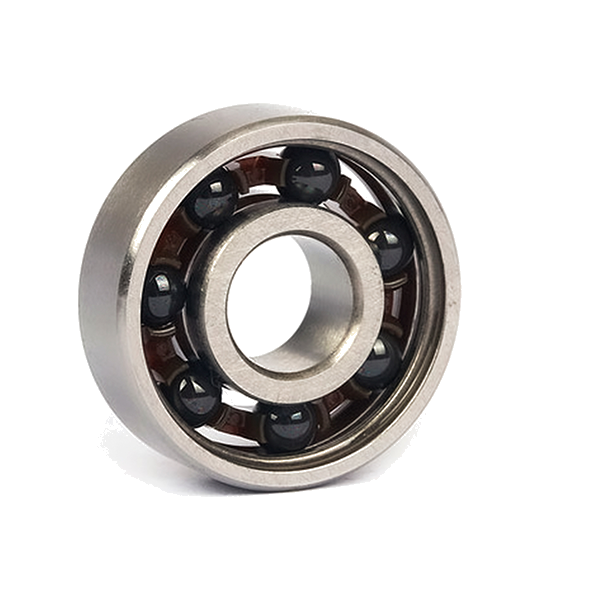 Гибридные шариковые подшипники
Гибридные шариковые подшипники 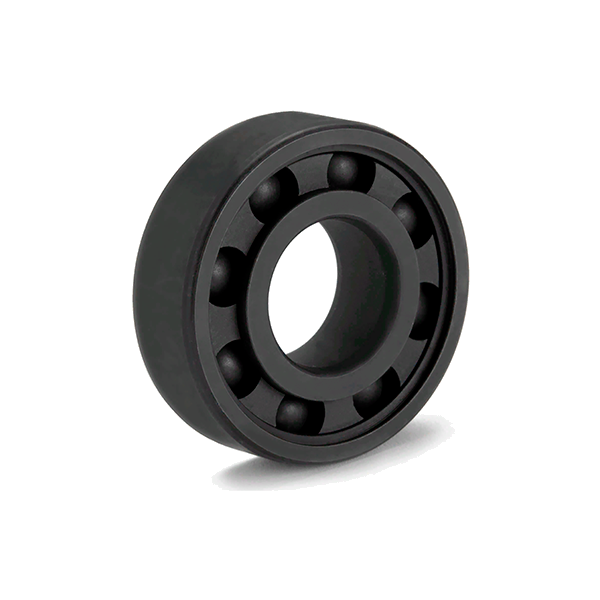 Подшипники для специальных условий
Подшипники для специальных условий  Сверхточные подшипники
Сверхточные подшипники  Шариковые подшипники TIMKEN (FAFNIR)
Шариковые подшипники TIMKEN (FAFNIR)  Цилиндрические роликовые подшипники
Цилиндрические роликовые подшипники  Сферические роликовые подшипники
Сферические роликовые подшипники  Конические роликовые подшипники
Конические роликовые подшипники  Упорные роликовые подшипники
Упорные роликовые подшипники  Внутренние кольца подшипников
Внутренние кольца подшипников  Игольчатые подшипники с массивными кольцами
Игольчатые подшипники с массивными кольцами  Игольчатые подшипники NAV (407...)
Игольчатые подшипники NAV (407...)  Игольчатые подшипники RNA (425...)
Игольчатые подшипники RNA (425...)  Игольчатые подшипники RNAV (402...)
Игольчатые подшипники RNAV (402...)  Игольчатые подшипники HK
Игольчатые подшипники HK  Игольчатые подшипники K и KT (подшипники без колец)
Игольчатые подшипники K и KT (подшипники без колец)  Другие игольчатые подшипники
Другие игольчатые подшипники  Игольчатые подшипники AXK и кольца к ним AS/LS
Игольчатые подшипники AXK и кольца к ним AS/LS  Игольчатые подшипники серии BK
Игольчатые подшипники серии BK  Игольчатые подшипники серии NAO
Игольчатые подшипники серии NAO  Игольчатые подшипники серии NATR
Игольчатые подшипники серии NATR  Игольчатые подшипники серии NATV
Игольчатые подшипники серии NATV  Игольчатые подшипники серии NK и NKI
Игольчатые подшипники серии NK и NKI  Шарнирные подшипники серии GAC
Шарнирные подшипники серии GAC  Шарнирные подшипники тяжелой серии GEH закрытого типа
Шарнирные подшипники тяжелой серии GEH закрытого типа  Шарнирные подшипники серии ШСЛ
Шарнирные подшипники серии ШСЛ  Шарнирные подшипники (GE)
Шарнирные подшипники (GE)  Подшипниковые узлы в сборе
Подшипниковые узлы в сборе  Корпусные подшипники
Корпусные подшипники  Подшипниковые корпуса
Подшипниковые корпуса  Подшипниковые узлы и подшипники из нержавеющей стали
Подшипниковые узлы и подшипники из нержавеющей стали  Подшипниковые узлы в пластиковом корпусе (для пищевых производств)
Подшипниковые узлы в пластиковом корпусе (для пищевых производств)  Штампованные стальные корпуса
Штампованные стальные корпуса  Каучуковые демпфирующие кольца для подшипников типа Y
Каучуковые демпфирующие кольца для подшипников типа Y  Корпусный узел со сферическим роликовым подшипником в сборе
Корпусный узел со сферическим роликовым подшипником в сборе  Корпусной узел с коническим роликовым подшипником в сборе
Корпусной узел с коническим роликовым подшипником в сборе  Стационарные корпуса
Стационарные корпуса  Торцевые крышки
Торцевые крышки  Фиксирующие кольца
Фиксирующие кольца 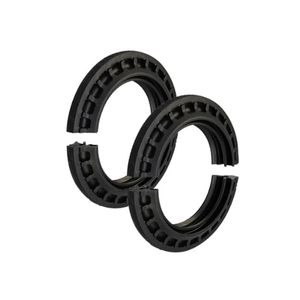 Манжетные уплотнения
Манжетные уплотнения  Комплекты для монтажа и демонтажа подшипников
Комплекты для монтажа и демонтажа подшипников  Съемники подшипников
Съемники подшипников  Индукционные нагреватели для подшипников
Индукционные нагреватели для подшипников  Ключи для монтажа (демонтажа) подшипников
Ключи для монтажа (демонтажа) подшипников  Аксессуары для индукционных нагревателей
Аксессуары для индукционных нагревателей  Гидравлические гайки HMV
Гидравлические гайки HMV  Алюминиевые кольца для демонтажа цилиндрических подшипников
Алюминиевые кольца для демонтажа цилиндрических подшипников  Инструменты для холодного монтажа подшипников
Инструменты для холодного монтажа подшипников  Универсальные регулируемые опоры Vibracon
Универсальные регулируемые опоры Vibracon  Инструмент для вибродиагностики
Инструмент для вибродиагностики  Калиброванные пластины
Калиброванные пластины  Инструмент для базового мониторинга оборудования
Инструмент для базового мониторинга оборудования  Инструменты для выверки соосности
Инструменты для выверки соосности  Промышленный текстиль
Промышленный текстиль 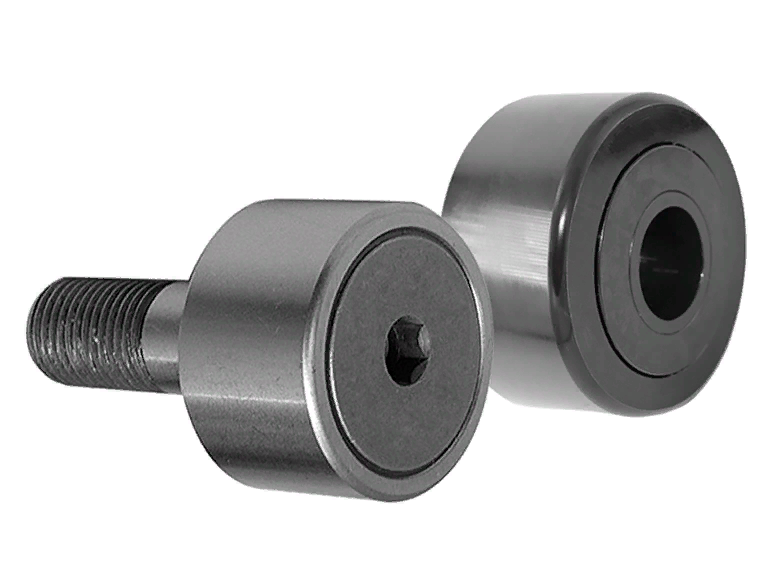 Опорные ролики (дюймовая серия)
Опорные ролики (дюймовая серия)  Опорные ролики без цапфы
Опорные ролики без цапфы  Опорные ролики c цапфой
Опорные ролики c цапфой  Шариковые втулки
Шариковые втулки  Линейные подшипники (шариковые втулки)
Линейные подшипники (шариковые втулки)  Каретки/ Направляющие
Каретки/ Направляющие  Валы линейного перемещения
Валы линейного перемещения  Подшипниковые узлы для линейного перемещения
Подшипниковые узлы для линейного перемещения  Стяжные втулки типа AH и AHX
Стяжные втулки типа AH и AHX  Стопорные шайбы MB
Стопорные шайбы MB  Закрепительные гайки KM
Закрепительные гайки KM  Износостойкие втулки
Износостойкие втулки  Втулки скольжения PCM / PCMF
Втулки скольжения PCM / PCMF  Взрывобезопасные двигатели
Взрывобезопасные двигатели  Трехфазные электродвигатели
Трехфазные электродвигатели  Однофазные электродвигатели
Однофазные электродвигатели  Мотор-редукторы
Мотор-редукторы  Пластичные смазки
Пластичные смазки  Лубрикаторы SKF
Лубрикаторы SKF  Инструменты для смазывания
Инструменты для смазывания  Смазочные материалы, масла и раскислители ржавчины
Смазочные материалы, масла и раскислители ржавчины  Консистентные смазки
Консистентные смазки  Противозадирные составы
Противозадирные составы  Контейнеры для масел
Контейнеры для масел  Индустриальные продукты
Индустриальные продукты  Пластичная смазка Литол
Пластичная смазка Литол  Автомобильные продукты
Автомобильные продукты  Масла SKF
Масла SKF  Ремкомплекты
Ремкомплекты  Активаторы, праймеры, очистители
Активаторы, праймеры, очистители  Составы для защиты от коррозии
Составы для защиты от коррозии  Силиконовые клеи-герметики
Силиконовые клеи-герметики  Модифицированные силаны
Модифицированные силаны  Вспомогательные средства
Вспомогательные средства  Герметики
Герметики  Фиксаторы
Фиксаторы  Клеи
Клеи  Ремни
Ремни  Сальники (манжеты армированные)
Сальники (манжеты армированные)  Уплотнительные кольца круглого сечения - Манжеты (O-Rings)
Уплотнительные кольца круглого сечения - Манжеты (O-Rings)  Манжеты V – образные
Манжеты V – образные 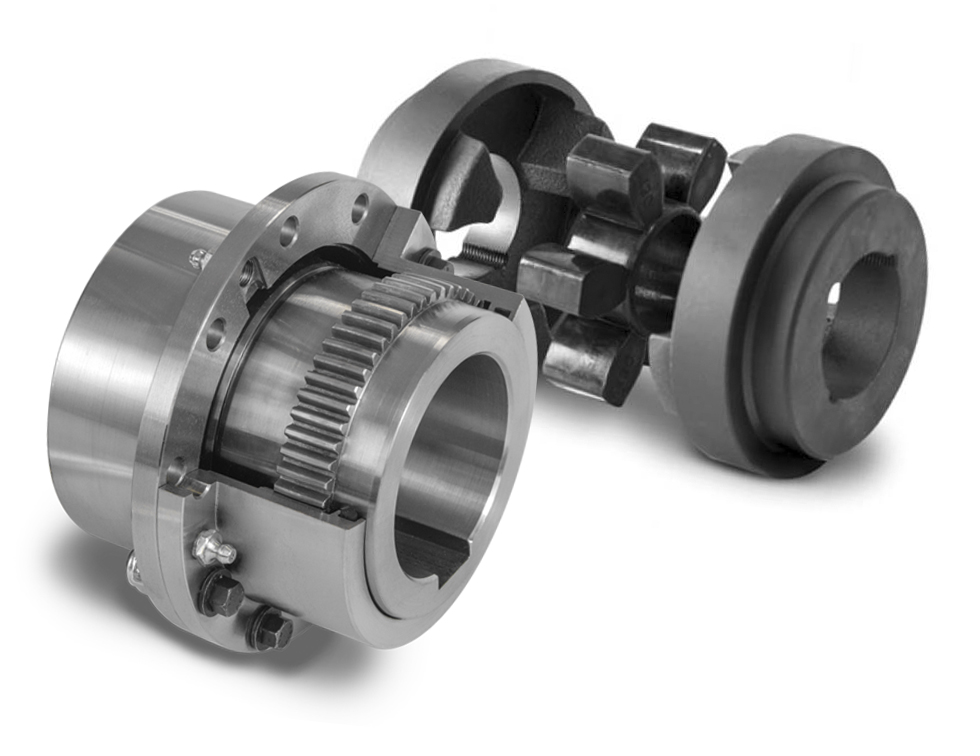 Муфты
Муфты  Конические втулки (Тапербуш Taper Bush)
Конические втулки (Тапербуш Taper Bush)  Шкивы
Шкивы  Звездочки
Звездочки  Приводные цепи
Приводные цепи  Направляющие ролики с цапфой серии ZL
Направляющие ролики с цапфой серии ZL  Направляющие ролики с цапфой серии ZL 52
Направляющие ролики с цапфой серии ZL 52  Направляющие ролики с цапфой серии KR
Направляющие ролики с цапфой серии KR  Подшипники обгонной муфты
Подшипники обгонной муфты  Выжимные подшипники сцепления
Выжимные подшипники сцепления  Шаровые наконечники тяги RBL
Шаровые наконечники тяги RBL  Генераторные подшипники
Генераторные подшипники  Подшипники кондиционера
Подшипники кондиционера  Ступичные подшипники
Ступичные подшипники  Ролики ремня ГРМ
Ролики ремня ГРМ  Автомобильные подшипники (другие)
Автомобильные подшипники (другие) 
 1002
1002