22.04.2022
22.04.2022
Инструкция по ремонту и восстановлению валов металлонаполненными составами
![]()
|
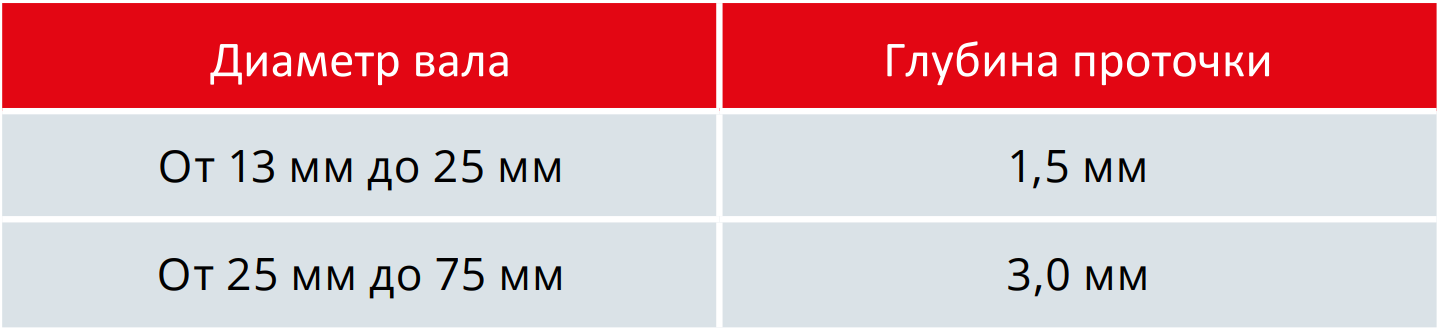
- На токарном станке, без использования СОЖ, проточите вал на рекомендуемую глубину, в соответствии с таблицей.
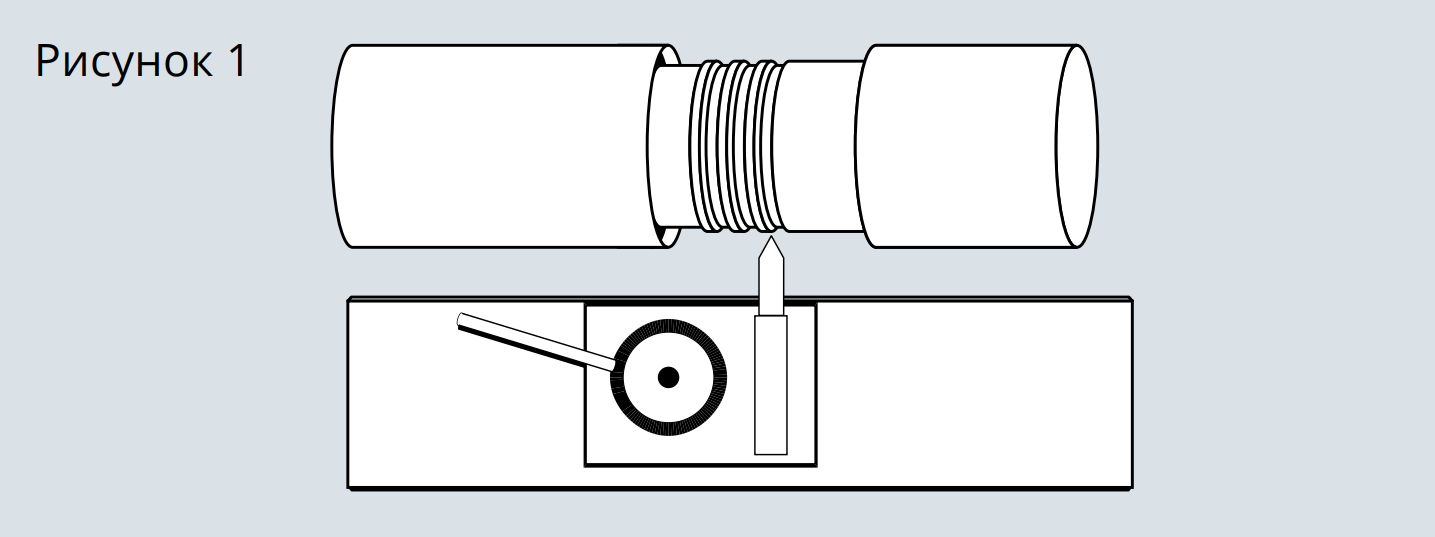
- При завершающем проходе создайте резцом грубую поверхность или «рваную резьбу», по принципу: чем больше диаметр вала, тем глубже резьба (см. Рисунок 1).
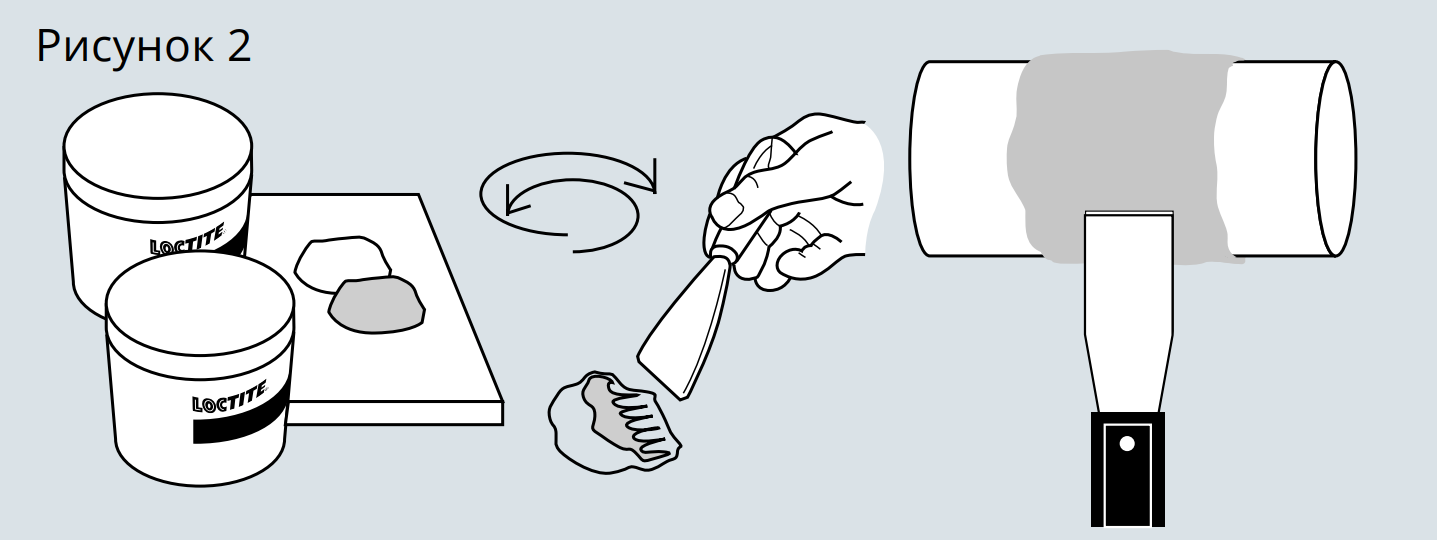
- Очистите вал с помощью очистителя Loctite® SF 7063 или Loctite® SF 7061. Приготовление металлонаполненного состава Loctite® EA 3471: С помощью шпателя отмерьте необходимое количество компонента А и В в рекомендованном соотношении (по весу или объему) и тщательно перемешайте до состояния однородной пасты.
- На токарном станке, вращая вал на минимальных оборотах, нанесите с помощью шпателя состав Loctite® EA 3471, тщательно втирая продукт в неровности рваной резьбы. После первого слоя, продолжайте послойно наносить состав наращивая общую толщину свыше диаметра вала, чтобы образовался припуск на последующую механическую обработку и проточку в размер (Рисунок 2).
- Дайте материалу затвердеть при температуре 20 °C или выше (при необходимости примените сухой нагрев, чтобы ускорить отверждение).
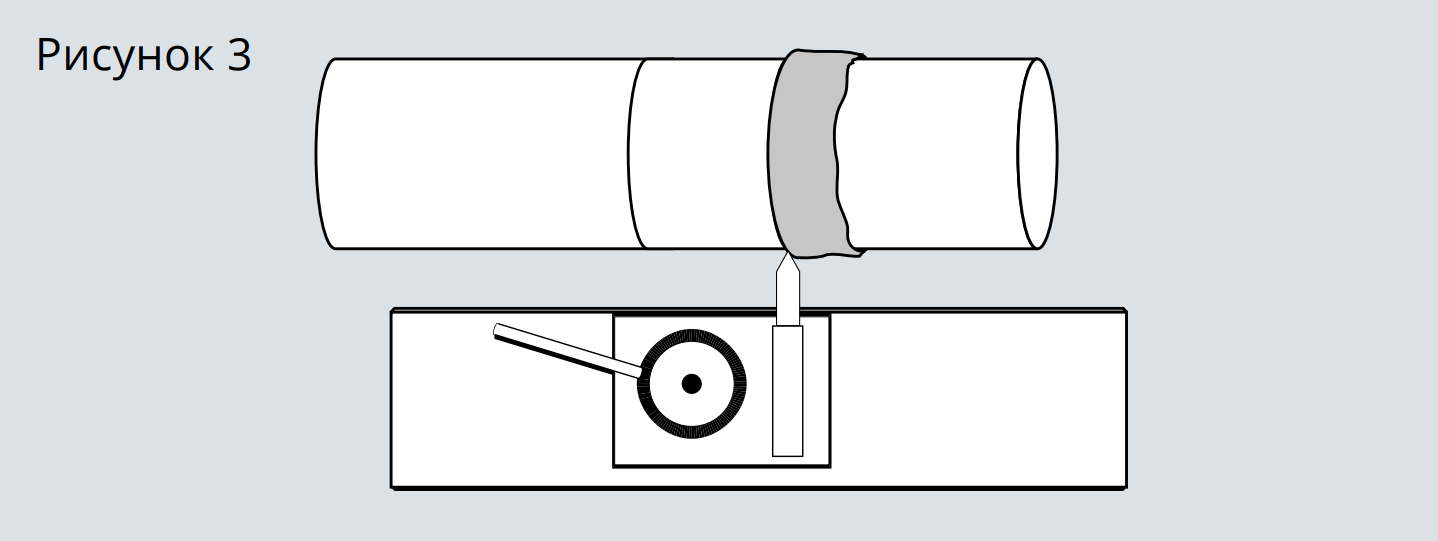
- Проточите отремонтированный участок до начального размера вала (см. Рисунок 3), следуя инструкции:
Скорость резания: 125 м/мин.
Скорость подачи:
Черновое точение: 0,24 мм/об.
Чистовая обработка: 0,08 мм/об.
Примечание: сухое точение без СОЖ; используйте резцы из карбида вольфрама или быстрорежущей стали. Если требуется полировка, используйте шлифовальную бумагу и воду.
|
|
|
|
 Радиальные однорядные шариковые подшипники
Радиальные однорядные шариковые подшипники  Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)
Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)  Радиальные двухрядные шариковые подшипники
Радиальные двухрядные шариковые подшипники  Радиально-упорные шариковые подшипники
Радиально-упорные шариковые подшипники  Упорные шариковые подшипники
Упорные шариковые подшипники  Гибридные шариковые подшипники
Гибридные шариковые подшипники  Подшипники для специальных условий
Подшипники для специальных условий  Сверхточные подшипники
Сверхточные подшипники  Шариковые подшипники TIMKEN (FAFNIR)
Шариковые подшипники TIMKEN (FAFNIR)  Цилиндрические роликовые подшипники
Цилиндрические роликовые подшипники  Сферические роликовые подшипники
Сферические роликовые подшипники  Конические роликовые подшипники
Конические роликовые подшипники  Упорные роликовые подшипники
Упорные роликовые подшипники  Внутренние кольца подшипников
Внутренние кольца подшипников  Игольчатые подшипники с массивными кольцами
Игольчатые подшипники с массивными кольцами  Игольчатые подшипники NAV (407...)
Игольчатые подшипники NAV (407...)  Игольчатые подшипники RNA (425...)
Игольчатые подшипники RNA (425...)  Игольчатые подшипники RNAV (402...)
Игольчатые подшипники RNAV (402...)  Игольчатые подшипники HK
Игольчатые подшипники HK  Игольчатые подшипники K и KT (подшипники без колец)
Игольчатые подшипники K и KT (подшипники без колец)  Другие игольчатые подшипники
Другие игольчатые подшипники  Игольчатые подшипники AXK и кольца к ним AS/LS
Игольчатые подшипники AXK и кольца к ним AS/LS  Игольчатые подшипники серии BK
Игольчатые подшипники серии BK  Игольчатые подшипники серии NAO
Игольчатые подшипники серии NAO  Игольчатые подшипники серии NATR
Игольчатые подшипники серии NATR  Игольчатые подшипники серии NATV
Игольчатые подшипники серии NATV  Игольчатые подшипники серии NK и NKI
Игольчатые подшипники серии NK и NKI  Шарнирные подшипники серии GAC
Шарнирные подшипники серии GAC  Шарнирные подшипники тяжелой серии GEH закрытого типа
Шарнирные подшипники тяжелой серии GEH закрытого типа  Шарнирные подшипники серии ШСЛ
Шарнирные подшипники серии ШСЛ  Шарнирные подшипники (GE)
Шарнирные подшипники (GE)  Подшипниковые узлы в сборе
Подшипниковые узлы в сборе  Корпусные подшипники
Корпусные подшипники  Подшипниковые корпуса
Подшипниковые корпуса  Подшипниковые узлы и подшипники из нержавеющей стали
Подшипниковые узлы и подшипники из нержавеющей стали  Подшипниковые узлы в пластиковом корпусе (для пищевых производств)
Подшипниковые узлы в пластиковом корпусе (для пищевых производств)  Штампованные стальные корпуса
Штампованные стальные корпуса  Каучуковые демпфирующие кольца для подшипников типа Y
Каучуковые демпфирующие кольца для подшипников типа Y  Корпусный узел со сферическим роликовым подшипником в сборе
Корпусный узел со сферическим роликовым подшипником в сборе  Корпусной узел с коническим роликовым подшипником в сборе
Корпусной узел с коническим роликовым подшипником в сборе  Стационарные корпуса
Стационарные корпуса  Торцевые крышки
Торцевые крышки  Фиксирующие кольца
Фиксирующие кольца 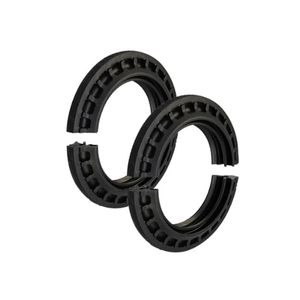 Манжетные уплотнения
Манжетные уплотнения  Комплекты для монтажа и демонтажа подшипников
Комплекты для монтажа и демонтажа подшипников  Съемники подшипников
Съемники подшипников  Индукционные нагреватели для подшипников
Индукционные нагреватели для подшипников  Ключи для монтажа (демонтажа) подшипников
Ключи для монтажа (демонтажа) подшипников  Аксессуары для индукционных нагревателей
Аксессуары для индукционных нагревателей  Гидравлические гайки HMV
Гидравлические гайки HMV  Алюминиевые кольца для демонтажа цилиндрических подшипников
Алюминиевые кольца для демонтажа цилиндрических подшипников  Инструменты для холодного монтажа подшипников
Инструменты для холодного монтажа подшипников  Универсальные регулируемые опоры Vibracon
Универсальные регулируемые опоры Vibracon  Инструмент для вибродиагностики
Инструмент для вибродиагностики  Калиброванные пластины
Калиброванные пластины  Инструмент для базового мониторинга оборудования
Инструмент для базового мониторинга оборудования  Инструменты для выверки соосности
Инструменты для выверки соосности  Промышленный текстиль
Промышленный текстиль 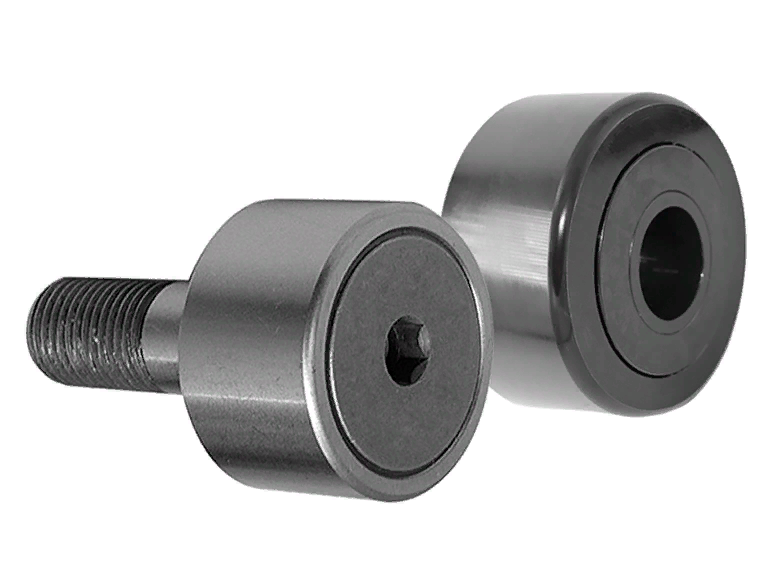 Опорные ролики (дюймовая серия)
Опорные ролики (дюймовая серия)  Опорные ролики без цапфы
Опорные ролики без цапфы  Опорные ролики c цапфой
Опорные ролики c цапфой  Шариковые втулки
Шариковые втулки  Линейные подшипники (шариковые втулки)
Линейные подшипники (шариковые втулки)  Каретки/ Направляющие
Каретки/ Направляющие  Валы линейного перемещения
Валы линейного перемещения  Подшипниковые узлы для линейного перемещения
Подшипниковые узлы для линейного перемещения 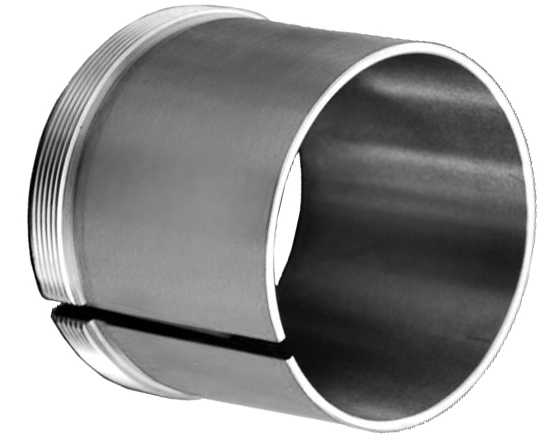 Стяжные втулки типа AH и AHX
Стяжные втулки типа AH и AHX  Стопорные шайбы MB
Стопорные шайбы MB  Закрепительные гайки KM
Закрепительные гайки KM  Износостойкие втулки
Износостойкие втулки  Втулки скольжения PCM / PCMF
Втулки скольжения PCM / PCMF  Шарнирные головки с внутренней резьбой
Шарнирные головки с внутренней резьбой  Шарнирные головки с внешней резьбой
Шарнирные головки с внешней резьбой  Взрывобезопасные двигатели
Взрывобезопасные двигатели  Трехфазные электродвигатели
Трехфазные электродвигатели  Однофазные электродвигатели
Однофазные электродвигатели  Мотор-редукторы
Мотор-редукторы  Пластичные смазки
Пластичные смазки  Лубрикаторы SKF
Лубрикаторы SKF  Инструменты для смазывания
Инструменты для смазывания  Смазочные материалы, масла и раскислители ржавчины
Смазочные материалы, масла и раскислители ржавчины  Консистентные смазки
Консистентные смазки  Противозадирные составы
Противозадирные составы  Контейнеры для масел
Контейнеры для масел  Индустриальные продукты
Индустриальные продукты  Пластичная смазка Литол
Пластичная смазка Литол  Автомобильные продукты
Автомобильные продукты  Масла SKF
Масла SKF  Ремкомплекты
Ремкомплекты  Активаторы, праймеры, очистители
Активаторы, праймеры, очистители  Составы для защиты от коррозии
Составы для защиты от коррозии  Силиконовые клеи-герметики
Силиконовые клеи-герметики  Модифицированные силаны
Модифицированные силаны  Вспомогательные средства
Вспомогательные средства  Герметики
Герметики  Фиксаторы
Фиксаторы  Клеи
Клеи  Ремни
Ремни  Сальники (манжеты армированные)
Сальники (манжеты армированные)  Уплотнительные кольца круглого сечения - Манжеты (O-Rings)
Уплотнительные кольца круглого сечения - Манжеты (O-Rings)  Манжеты V – образные
Манжеты V – образные  Муфты
Муфты  Конические втулки (Тапербуш Taper Bush)
Конические втулки (Тапербуш Taper Bush)  Шкивы
Шкивы  Звездочки
Звездочки  Приводные цепи
Приводные цепи  Направляющие ролики с цапфой серии ZL
Направляющие ролики с цапфой серии ZL  Направляющие ролики с цапфой серии ZL 52
Направляющие ролики с цапфой серии ZL 52  Направляющие ролики с цапфой серии KR
Направляющие ролики с цапфой серии KR  Подшипники обгонной муфты
Подшипники обгонной муфты  Выжимные подшипники сцепления
Выжимные подшипники сцепления  Шаровые наконечники тяги RBL
Шаровые наконечники тяги RBL  Генераторные подшипники
Генераторные подшипники  Подшипники кондиционера
Подшипники кондиционера  Ступичные подшипники
Ступичные подшипники  Ролики ремня ГРМ
Ролики ремня ГРМ  Автомобильные подшипники (другие)
Автомобильные подшипники (другие) 
 986
986