22.04.2022
22.04.2022
Инструкция по фиксации цилиндрических соединений
![]()
СКОЛЬЗЯЩАЯ ПОСАДКА
|
- Установите деталь.
- Сотрите излишки.
- Подождите 10 минут перед продолжением работ.
СБОРКА ИЗНОШЕННЫХ ДЕТАЛЕЙ
Процедура идентична сборке новых деталей по скользящей посадке, за исключением:
- Определите максимальный радиальный зазор.
- Если максимальный зазор превышает 0,125 мм, воспользуйтесь активатором Loctite® SF 7649.
- В случае больших радиальных зазоров отцентруйте детали.
- Увеличенные зазоры требуют более длительного времени полимеризации (от 30 до 60 минут).
- Вал-втулочный состав Loctite® 660 НЕ рекомендуется для радиальных зазоров, превышающих 0,25 мм.
- Если радиальные зазоры превышают 0,25 мм, обратитесь к технологии «Ремонт сильно изношенных посадочных отверстий».
|
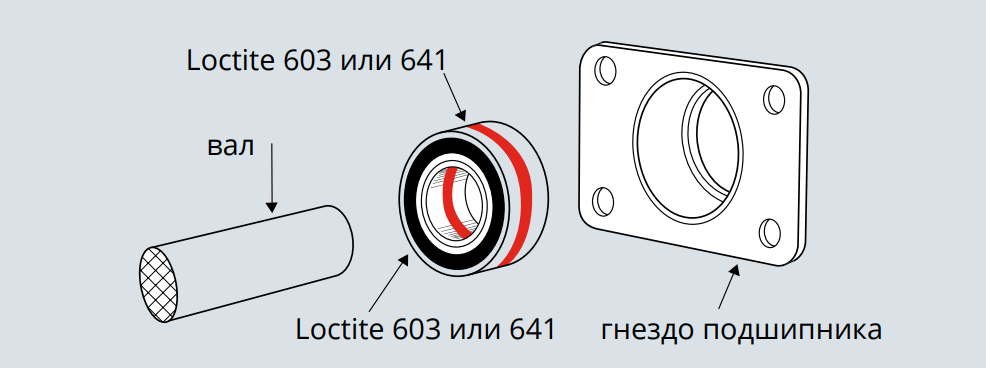
СБОРКА НОВЫХ ДЕТАЛЕЙ
- Обезжирьте все детали очистителем Loctite® SF 7063, при необходимости, обработайте активатором, дайте высохнуть.
- Нанесите фиксирующий состав Loctite® 603 или 641, распределив его по всей внешней поверхности, устанавливаемой в корпус детали.
|
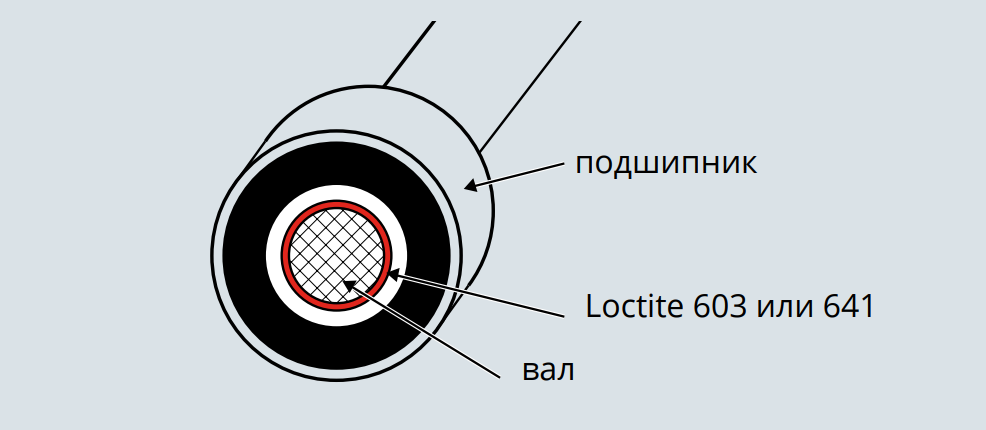
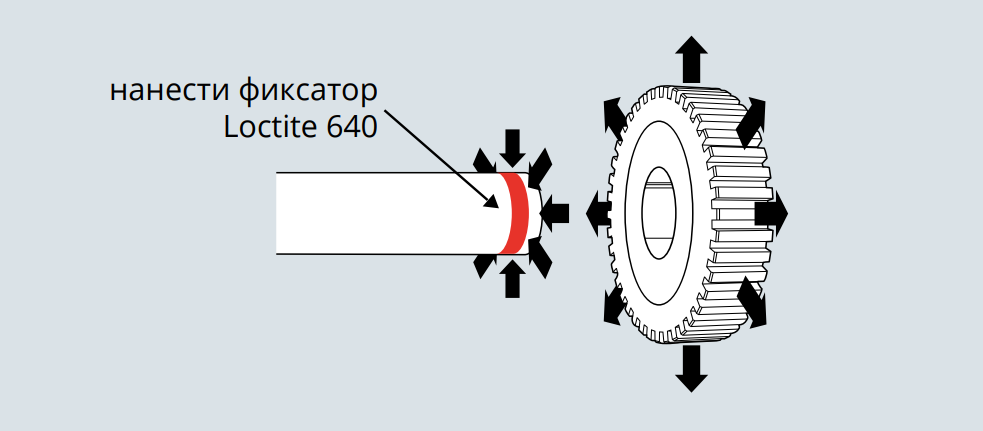
СТАНДАРТНАЯ ПРЕССОВАЯ ПОСАДКА
|
- Очистить сопрягаемые детали с помощью Loctite® SF 7063, дайте высохнуть.
- Нанесите полоску фиксирующего состава Loctite® 603 или 641 рядом с заходной фаской на валу, где будет соединение.
- Запрессуйте узел. Сотрите излишки.
- В данном случае – время на отверждение клея не требуется. Примечание: Loctite® 603 или 641 используется из-за низкой вязкости и хороших смазывающих свойств.
- Не пользуйтесь во время сборки противозадирными смазками Loctite или подобными продуктами.
|
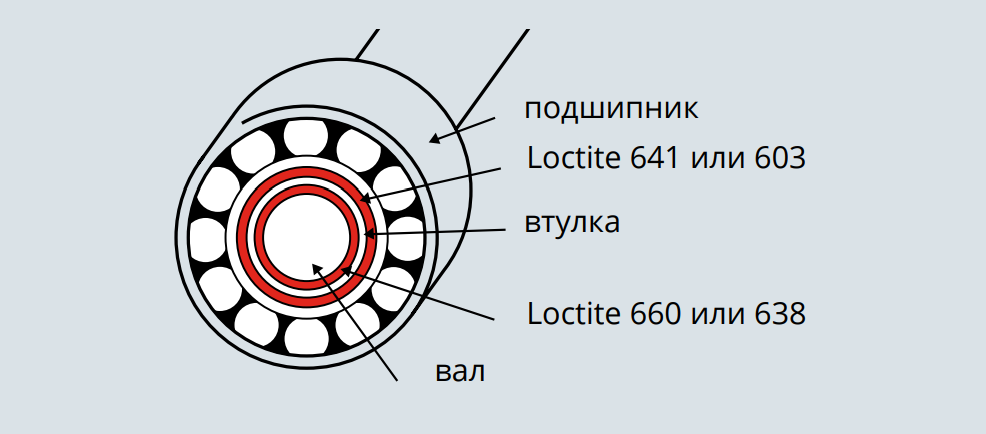
РЕМОНТ РАВНОМЕРНО ИЗНОШЕННЫХ ВАЛОВ
|
- Определите радиальный зазор.
- Изготовьте втулку обеспечивающую скользящую посадку.
- Зачистите наружный диаметр шлифовальной бумагой.
- Обработайте все детали с помощью очистителя Loctite® SF 7063.
- Нанесите на вал в соответствии с зазором и требуемыми условиями эксплуатации фиксатор Loctite®.
- Установите втулку.
- Нанесите фиксатор также по внешнему диаметру втулки.
- Установите деталь поверх проставочной втулки вала.
- Подождите 30-60 минут для отверждения клея.
|
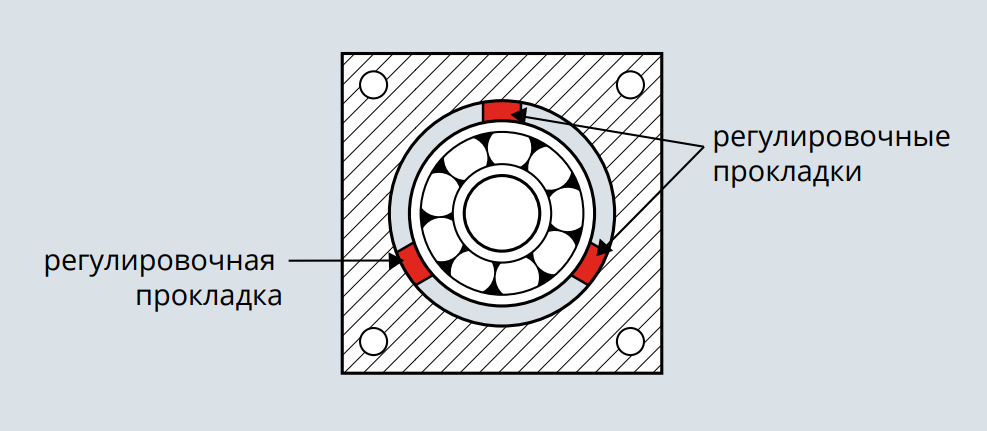
ЦЕНТРОВКА КОМПОНЕНТОВ СИЛЬНЫЙ / РАВНОМЕРНЫЙ ИЗНОС
|
- Поместите сопрягаемую деталь в отверстие или на вал.
- Отметьте три равносторонние точки для установочных прокладок.
- Определите зазор в этих точках.
- Выберите подходящую регулировочную прокладку.
- Отрежьте три пластины достаточной для фиксации детали ширины, чтобы они соответствовали глубине посадки.
- Закрепите прокладки в установленных точках с помощью мгновенного клея Loctite® 401.
- Соберите в соответствии с инструкциями по фиксации изношенных деталей в разделе «Скользящая посадка»
|
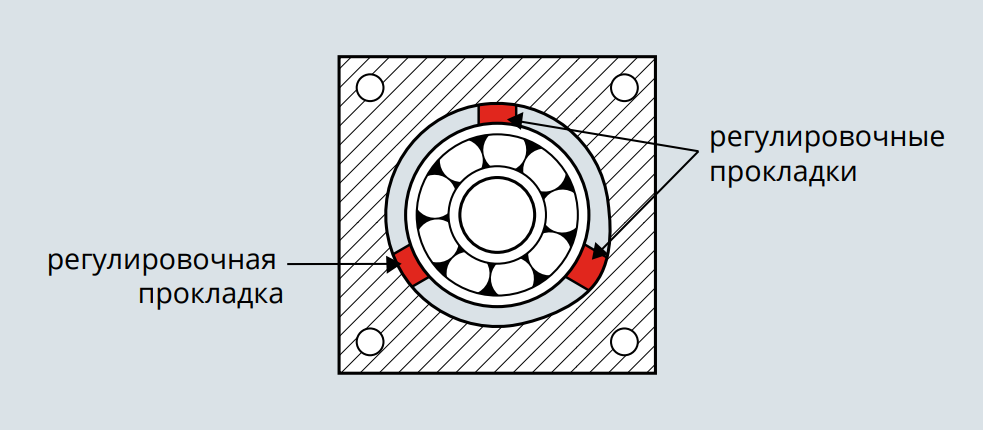
ЦЕНТРОВКА КОМПОНЕНТОВ СИЛЬНЫЙ / НЕРАВНОМЕРНЫЙ ИЗНОС
|
- Вставьте деталь в отверстие или на вал.
- Отметьте три точки под углом 120 градусов для установочных прокладок.
- Определите с учётом центровки монтируемой детали зазоры в этих точках.
- Выберите и отрежьте подходящие для зазоров прокладки.
- Закрепите прокладки к отверстию в отмеченных точках с помощью мгновенного клея Loctite® 401.
- Соберите в соответствии с инструкциями по ремонту сильно изношенных посадочных отверстий.
|
ПОСАДКА С НАГРЕВОМ / ОХЛАЖДЕНИЕМ
|
- Очистите и обезжирьте места сопряжения отверстия и вала с помощью Loctite® SF 7063, дайте высохнуть.
- Охладите вал или нагрейте сухим теплом деталь с отверстием, чтобы получить в сопряжении зазор.
- Нанесите кистью фиксатор на деталь не подвергаемую термическому воздействию.
- Соберите узел и дайте температуре деталей выровняться.
- Сотрите излишки.
Примечание: при выборе фиксатора руководствуйтесь временем и сложностью сборки. При повышении температуры скорость отверждения анаэробов значительно увеличивается.
|
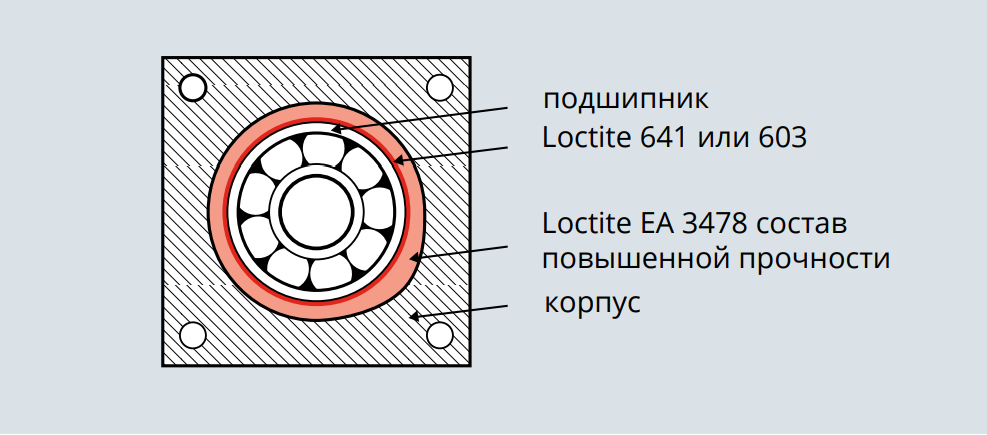
РЕМОНТ СИЛЬНО ИЗНОШЕННЫХ ПОСАДОЧНЫХ ОТВЕРСТИЙ
|
- Приготовьте (замешайте) ремонтный состав повышенной прочности Loctite® EA 3478.
- Нанесите слой ремонтной шпатлёвки Loctite® EA 3478 на внутреннюю поверхность посадочного отверстия.
- Установите подготовленную деталь в корпус. Сохраняйте центровку.
- Заполните составом Loctite® EA 3478 оставшиеся зазоры.
- Сотрите излишки материала.
- Дайте составу полимеризоваться в течение 3 часов.
- Извлеките деталь из полимера.
- Удалите с неё остатки разделительный смазки и обезжирьте.
- Очистите, восстановленное полимерным композитом, посадочное отверстие и придайте шероховатость контактной поверхности с помощью наждачной бумаги.
- Перед сборкой узла необходимо обработать восстановленную поверхность активатором Loctite® SF 7649.
- Соберите узел используя вал-втулочный фиксатор Loctite® 641 или 603.
|
- Зачистите внутреннюю поверхность посадочного отверстия шлифовальной бумагой и обезжирьте составом Loctite® SF 7063 или Loctite® SF 7070.
- Очистите устанавливаемую деталь и нанесите на неё разделительный состав.
|
 Радиальные однорядные шариковые подшипники
Радиальные однорядные шариковые подшипники  Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)
Радиальные двухрядные шариковые подшипники (самоустанавливающиеся)  Радиальные двухрядные шариковые подшипники
Радиальные двухрядные шариковые подшипники  Радиально-упорные шариковые подшипники
Радиально-упорные шариковые подшипники  Упорные шариковые подшипники
Упорные шариковые подшипники  Гибридные шариковые подшипники
Гибридные шариковые подшипники  Подшипники для специальных условий
Подшипники для специальных условий  Сверхточные подшипники
Сверхточные подшипники  Шариковые подшипники TIMKEN (FAFNIR)
Шариковые подшипники TIMKEN (FAFNIR)  Цилиндрические роликовые подшипники
Цилиндрические роликовые подшипники  Сферические роликовые подшипники
Сферические роликовые подшипники  Конические роликовые подшипники
Конические роликовые подшипники  Упорные роликовые подшипники
Упорные роликовые подшипники  Внутренние кольца подшипников
Внутренние кольца подшипников  Игольчатые подшипники с массивными кольцами
Игольчатые подшипники с массивными кольцами  Игольчатые подшипники NAV (407...)
Игольчатые подшипники NAV (407...)  Игольчатые подшипники RNA (425...)
Игольчатые подшипники RNA (425...)  Игольчатые подшипники RNAV (402...)
Игольчатые подшипники RNAV (402...)  Игольчатые подшипники HK
Игольчатые подшипники HK  Игольчатые подшипники K и KT (подшипники без колец)
Игольчатые подшипники K и KT (подшипники без колец)  Другие игольчатые подшипники
Другие игольчатые подшипники  Игольчатые подшипники AXK и кольца к ним AS/LS
Игольчатые подшипники AXK и кольца к ним AS/LS  Игольчатые подшипники серии BK
Игольчатые подшипники серии BK  Игольчатые подшипники серии NAO
Игольчатые подшипники серии NAO  Игольчатые подшипники серии NATR
Игольчатые подшипники серии NATR  Игольчатые подшипники серии NATV
Игольчатые подшипники серии NATV  Игольчатые подшипники серии NK и NKI
Игольчатые подшипники серии NK и NKI  Шарнирные подшипники серии GAC
Шарнирные подшипники серии GAC  Шарнирные подшипники тяжелой серии GEH закрытого типа
Шарнирные подшипники тяжелой серии GEH закрытого типа  Шарнирные подшипники серии ШСЛ
Шарнирные подшипники серии ШСЛ  Шарнирные подшипники (GE)
Шарнирные подшипники (GE)  Подшипниковые узлы в сборе
Подшипниковые узлы в сборе  Корпусные подшипники
Корпусные подшипники  Подшипниковые корпуса
Подшипниковые корпуса  Подшипниковые узлы и подшипники из нержавеющей стали
Подшипниковые узлы и подшипники из нержавеющей стали  Подшипниковые узлы в пластиковом корпусе (для пищевых производств)
Подшипниковые узлы в пластиковом корпусе (для пищевых производств)  Штампованные стальные корпуса
Штампованные стальные корпуса  Каучуковые демпфирующие кольца для подшипников типа Y
Каучуковые демпфирующие кольца для подшипников типа Y  Корпусный узел со сферическим роликовым подшипником в сборе
Корпусный узел со сферическим роликовым подшипником в сборе  Корпусной узел с коническим роликовым подшипником в сборе
Корпусной узел с коническим роликовым подшипником в сборе  Стационарные корпуса
Стационарные корпуса  Торцевые крышки
Торцевые крышки  Фиксирующие кольца
Фиксирующие кольца  Манжетные уплотнения
Манжетные уплотнения  Комплекты для монтажа и демонтажа подшипников
Комплекты для монтажа и демонтажа подшипников  Съемники подшипников
Съемники подшипников  Индукционные нагреватели для подшипников
Индукционные нагреватели для подшипников  Ключи для монтажа (демонтажа) подшипников
Ключи для монтажа (демонтажа) подшипников  Аксессуары для индукционных нагревателей
Аксессуары для индукционных нагревателей  Гидравлические гайки HMV
Гидравлические гайки HMV  Алюминиевые кольца для демонтажа цилиндрических подшипников
Алюминиевые кольца для демонтажа цилиндрических подшипников  Инструменты для холодного монтажа подшипников
Инструменты для холодного монтажа подшипников  Универсальные регулируемые опоры Vibracon
Универсальные регулируемые опоры Vibracon  Инструмент для вибродиагностики
Инструмент для вибродиагностики  Калиброванные пластины
Калиброванные пластины  Инструмент для базового мониторинга оборудования
Инструмент для базового мониторинга оборудования  Инструменты для выверки соосности
Инструменты для выверки соосности  Промышленный текстиль
Промышленный текстиль 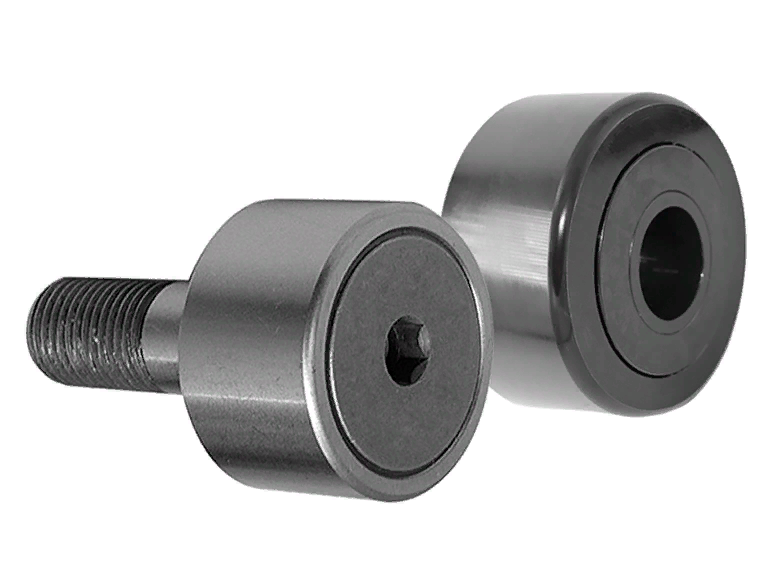 Опорные ролики (дюймовая серия)
Опорные ролики (дюймовая серия)  Опорные ролики без цапфы
Опорные ролики без цапфы  Опорные ролики c цапфой
Опорные ролики c цапфой  Шариковые втулки
Шариковые втулки  Линейные подшипники (шариковые втулки)
Линейные подшипники (шариковые втулки)  Каретки/ Направляющие
Каретки/ Направляющие  Валы линейного перемещения
Валы линейного перемещения  Подшипниковые узлы для линейного перемещения
Подшипниковые узлы для линейного перемещения 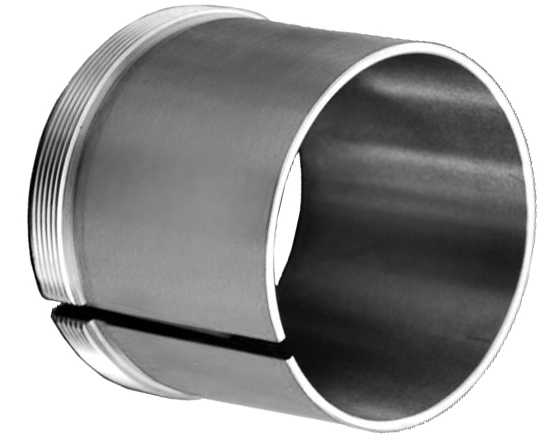 Стяжные втулки типа AH и AHX
Стяжные втулки типа AH и AHX 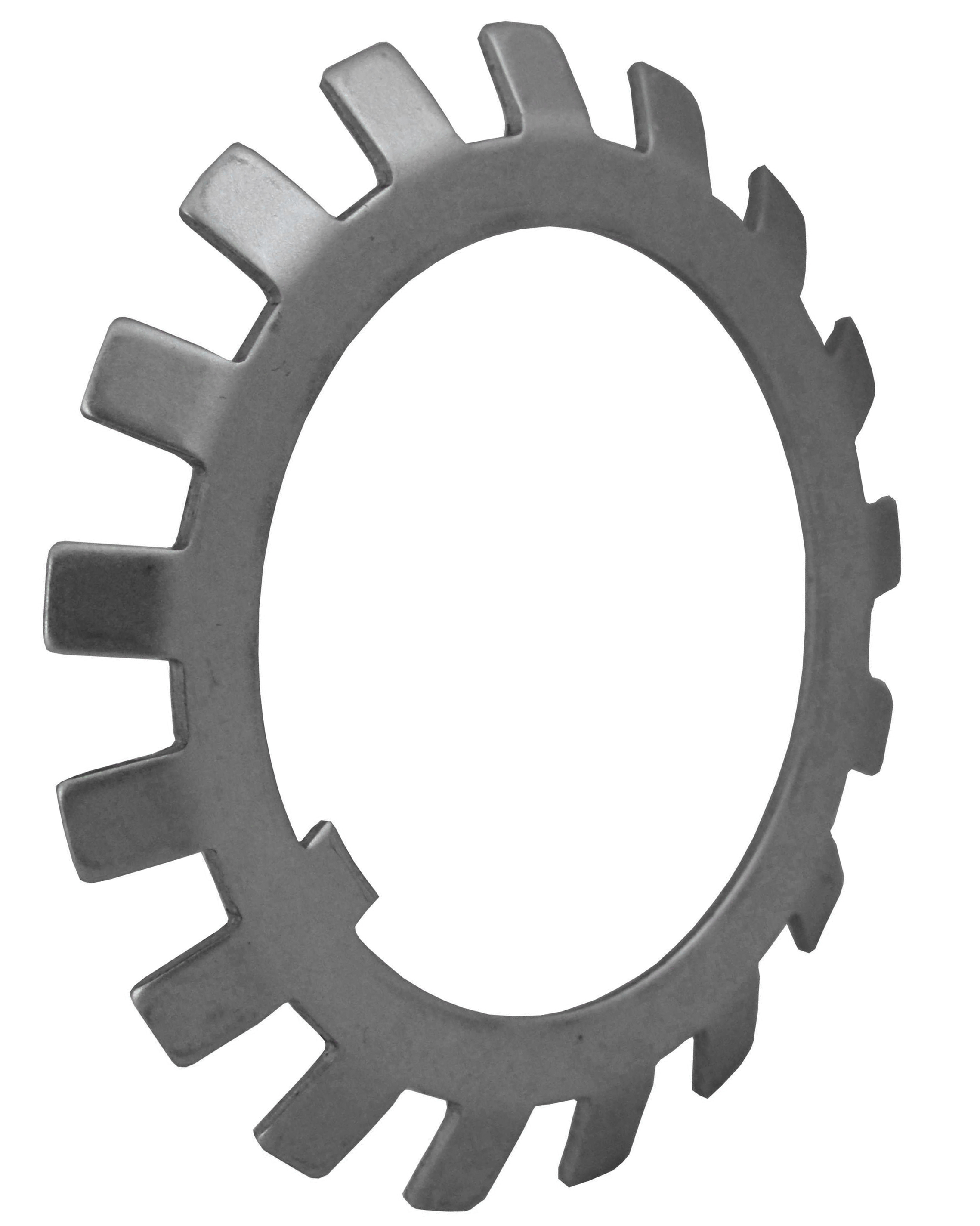 Стопорные шайбы MB
Стопорные шайбы MB  Закрепительные гайки KM
Закрепительные гайки KM 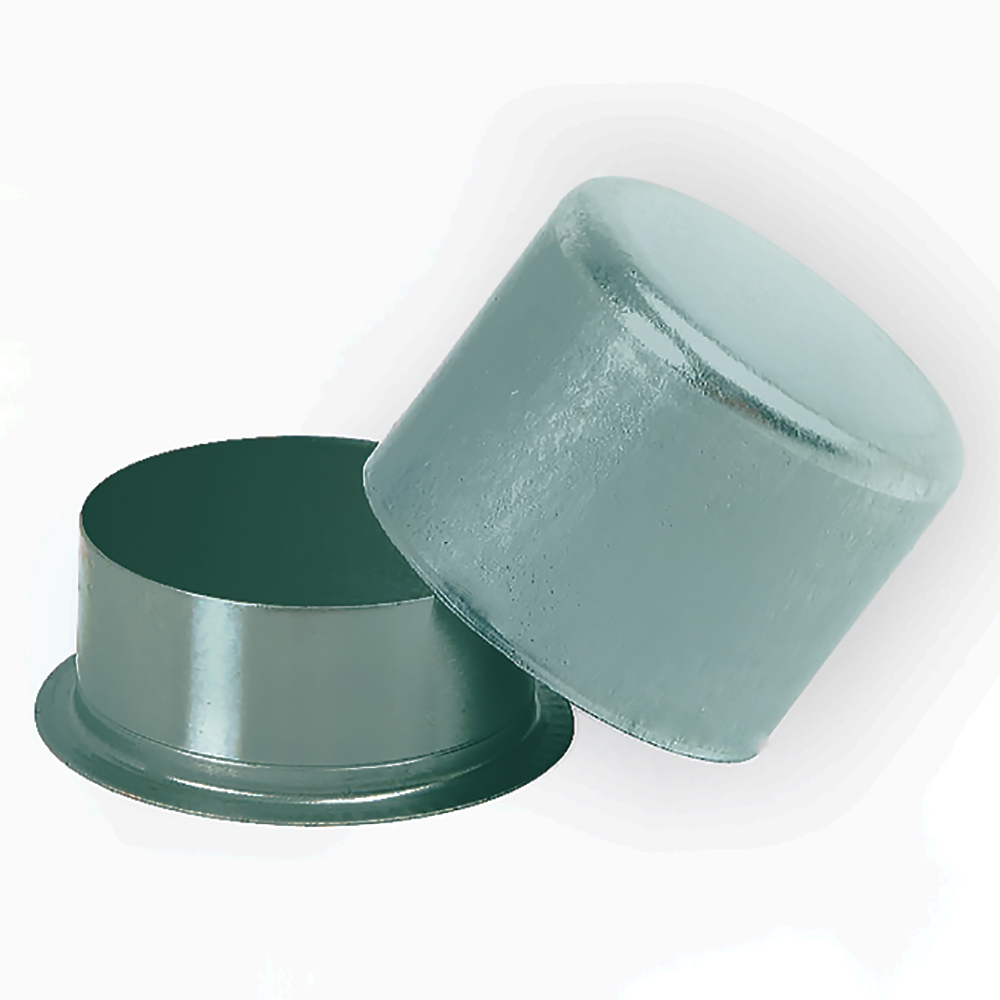 Износостойкие втулки
Износостойкие втулки  Втулки скольжения PCM / PCMF
Втулки скольжения PCM / PCMF  Взрывобезопасные двигатели
Взрывобезопасные двигатели  Трехфазные электродвигатели
Трехфазные электродвигатели  Однофазные электродвигатели
Однофазные электродвигатели  Мотор-редукторы
Мотор-редукторы  Пластичные смазки
Пластичные смазки  Лубрикаторы SKF
Лубрикаторы SKF  Инструменты для смазывания
Инструменты для смазывания  Смазочные материалы, масла и раскислители ржавчины
Смазочные материалы, масла и раскислители ржавчины  Консистентные смазки
Консистентные смазки  Противозадирные составы
Противозадирные составы  Контейнеры для масел
Контейнеры для масел  Индустриальные продукты
Индустриальные продукты  Пластичная смазка Литол
Пластичная смазка Литол  Автомобильные продукты
Автомобильные продукты  Масла SKF
Масла SKF  Ремкомплекты
Ремкомплекты  Активаторы, праймеры, очистители
Активаторы, праймеры, очистители  Составы для защиты от коррозии
Составы для защиты от коррозии  Силиконовые клеи-герметики
Силиконовые клеи-герметики  Модифицированные силаны
Модифицированные силаны  Вспомогательные средства
Вспомогательные средства  Герметики
Герметики  Фиксаторы
Фиксаторы  Клеи
Клеи  Ремни
Ремни  Сальники (манжеты армированные)
Сальники (манжеты армированные)  Уплотнительные кольца круглого сечения - Манжеты (O-Rings)
Уплотнительные кольца круглого сечения - Манжеты (O-Rings)  Манжеты V – образные
Манжеты V – образные  Муфты
Муфты  Конические втулки (Тапербуш Taper Bush)
Конические втулки (Тапербуш Taper Bush)  Шкивы
Шкивы  Звездочки
Звездочки  Приводные цепи
Приводные цепи  Направляющие ролики с цапфой серии ZL
Направляющие ролики с цапфой серии ZL  Направляющие ролики с цапфой серии ZL 52
Направляющие ролики с цапфой серии ZL 52  Направляющие ролики с цапфой серии KR
Направляющие ролики с цапфой серии KR  Подшипники обгонной муфты
Подшипники обгонной муфты  Выжимные подшипники сцепления
Выжимные подшипники сцепления  Шаровые наконечники тяги RBL
Шаровые наконечники тяги RBL  Генераторные подшипники
Генераторные подшипники  Подшипники кондиционера
Подшипники кондиционера  Ступичные подшипники
Ступичные подшипники  Ролики ремня ГРМ
Ролики ремня ГРМ  Автомобильные подшипники (другие)
Автомобильные подшипники (другие) 
 993
993